- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

فهم قيم المختبر: الطريقة الحقيقية لقراءة اللون - ثلاث معلمات أساسية للتحكم في اختلاف اللون في هندسة البلاستيك
"هل قيمة ΔE البالغة 2.1 في تقرير مقياس الألوان مقبولة أم لا؟"
"يقول العميل إن قيم Lab معطلة، لكن الألوان تبدو متشابهة تقريبًا بالنسبة لي."
هذه أسئلة يسمعها فريقنا الفني كل يوم. وفي صناعة البلاستيك الهندسي، لم يعد يتم الحكم على اختلاف اللون بالعين المجردة وحدها. سواء كان الأمر يتعلق بالأجزاء الداخلية للسيارات، أو المبيتات الإلكترونية 3C، أو المكونات الهيكلية الصناعية، فإن العملاء دائمًا ما يقومون بتضمين معيار قبول اختلاف اللون بوضوح: ΔE ≥ 0.5، مع قيم L وa وb ضمن التفاوتات المحددة.
إذن ما هي L وa وb بالضبط؟ ولماذا هي أكثر موثوقية من الفحص البصري؟ واليوم سنشرح هذه العوامل الثلاثة بلغة هندسة إنتاج البلاستيك.

I. "نظام الإحداثيات" للون: مساحة لون المختبر
تخيل أنه لتحديد موقع ما على الخريطة، فأنت بحاجة إلى خطوط الطول والعرض والارتفاع. مساحة الألوان Lab هي "نظام الإحداثيات ثلاثي الأبعاد" للون.
أنشأته اللجنة الدولية للإضاءة (CIE) في عام 1976، ولا يزال المعيار الذهبي العالمي لقياس الألوان. يمكن تحديد موقع أي لون بشكل فريد في هذا الفضاء ثلاثي الأبعاد من خلال مجموعة من الإحداثيات (L، a، b).
• قيمة L (السطوع): تتراوح من 0 إلى 100. L=100 أبيض نقي، L=0 أسود نقي. في اللدائن الهندسية، يظهر الجزء الأسود باللون الرمادي أو الجزء الأبيض الذي يتحول إلى اللون الأصفر، وهو في الأساس تغيير في قيمة L.
• قيمة (تدرج اللون الأحمر والأخضر): القيم الموجبة تشير إلى اللون الأحمر، والقيم السالبة تشير إلى اللون الأخضر. عندما يتحول ABS المثبط للهب والذي ينبغي أن يكون أحمر ساطعًا إلى "أحمر قرميدي باهت"، فمن المحتمل أن تكون القيمة هي المشكلة.
• قيمة b (تدرج اللون الأصفر والأزرق): القيم الموجبة تشير إلى اللون الأصفر، والقيم السالبة تشير إلى اللون الأزرق. القيمة b هي المعلمة الأكثر "حساسية" - المواد مثل PBT، والكمبيوتر الشخصي، والنايلون عرضة للاصفرار أثناء المعالجة بدرجة حرارة عالية. عندما تتحول قيمة b بشكل إيجابي، فإن الجزء "يتحول إلى اللون الأصفر" بشكل واضح.
ثانيا. ثلاثة أرقام، ثلاثة "أعراض اختلاف اللون" الشائعة
على مستوى الإنتاج، نقوم بسرعة بتشخيص الأسباب الجذرية من خلال التغييرات في قيم المختبر:
1. انحراف كبير في قيمة L - إعطاء الأولوية لفحص حالة المواد وعملية التشكيل.
• قيمة L عالية (أبيض/شاحب جدًا): من المحتمل أن تكون درجة حرارة العفن منخفضة أو عدم كفاية ثاني أكسيد التيتانيوم في خليط الألوان.
• انخفاض قيمة L (مظلمة جدًا): من المحتمل تدهور المواد (التعرض المفرط لدرجة الحرارة العالية) أو سوء تهوية العفن.
2. انحراف كبير في القيمة - إعطاء الأولوية للتحقق من تركيبة المادة.
• التحول الإيجابي في القيمة (الأحمر): شائع في المواد المقاومة للهب، حيث تتحلل مثبطات اللهب عند درجات حرارة عالية مسببة تغير لون المادة الملونة.
3. انحراف كبير في القيمة b - إعطاء الأولوية للتحقق من ظروف التجفيف ودرجة حرارة الحقن.
• التحول الإيجابي في قيمة b (اللون الأصفر): السبب الأكثر شيوعًا هو الجفاف الزائد أو درجة حرارة الذوبان المفرطة. تعتبر مواد النايلون حساسة بشكل خاص - حيث يكون انحراف القيمة b بمقدار 0.5 "مصفرًا" بشكل واضح للعين المجردة.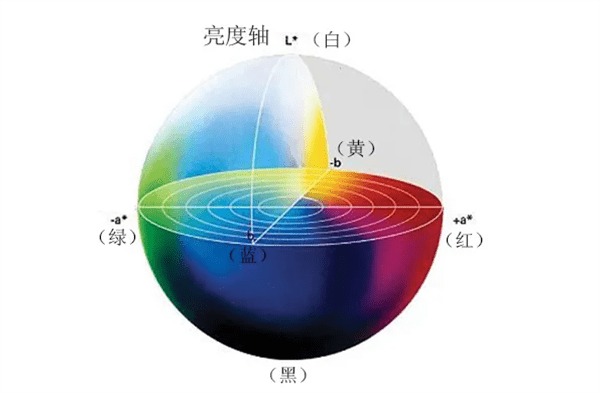
ثالثا. ما هو ΔE؟ لماذا لا يمكننا الاعتماد على ΔE وحده؟
ΔE هو الانحراف المشترك عبر الأبعاد L وa وb، ويتم حسابه على النحو التالي:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
ويستخدم رقمًا واحدًا لتلخيص "إجمالي اختلاف اللون"، مما يجعل الحكم السريع أمرًا سهلاً. ومع ذلك، المشكلة هي: نفس ΔE يمكن أن يمثل انحرافات لونية مختلفة جدًا.
على سبيل المثال:
• الحالة أ: ΔL=1.0، Δa=0، Δb=0 → ΔE=1.0 (أبيض قليلاً جداً)
• الحالة ب: ΔL=0.6، Δa=0.6، Δb=0.6 → ΔE≈1.04 (الانحرافات في الاتجاهات الثلاثة)
كلاهما لهما نفس ΔE تقريبًا، لكن الحالة B أكثر "تعقيدًا" وقد تبدو "أكثر تشويشًا" للعين المجردة. لذلك، يجب أن يأخذ التحكم الاحترافي في اختلاف اللون في الاعتبار كلاً من ΔE والتفاوتات الفردية. المعيار الشائع للأجزاء الداخلية للسيارات هو: ΔE < 1.0، مع |ΔL| < 0.5، |Δa| < 0.5، |Δb| < 0.5.
رابعا. من أين يأتي اختلاف اللون؟ أربعة مصادر مشتركة
بناءً على سنوات من الخبرة في خدمة العملاء، تنقسم المصادر الرئيسية لاختلاف اللون إلى أربع فئات:
1. اختلاف دفعة المواد - قد يكون للدفعات المختلفة من اللدائن الهندسية اختلافات طفيفة في اللون الأساسي. حتى بالنسبة لنفس الدرجة، فإن تقلب قيمة b من دفعة إلى دفعة يتراوح بين 0.3 و0.5 بالنسبة لـ POM ليس أمرًا غير شائع.
2. عملية التجفيف خارجة عن السيطرة - المواد مثل النايلون، PET، والكمبيوتر الشخصي حساسة للرطوبة. يمكن أن يؤدي الجفاف الزائد أو الجفاف الزائد إلى ظهور اللون الأصفر. في إحدى الحالات، قام المشغل بزيادة درجة حرارة التجفيف من 80 درجة مئوية إلى 100 درجة مئوية، مما أدى إلى ارتفاع قيمة b من 1.2 إلى 2.8، مما أدى إلى إلغاء الدفعة بأكملها.
3. انحراف عملية التشكيل بالحقن - يمكن للتغيرات الصغيرة في الضغط الخلفي، وسرعة اللولب، وسرعة الحقن، وضغط الإمساك، ودرجة حرارة القالب، وما إلى ذلك، أن تغير تدفق الذوبان وسلوك التبلور، مما يؤثر على مظهر اللون. تعتبر المواد المقواة بالألياف الزجاجية حساسة بشكل خاص.
4. اختلافات بيئة القياس - يمكن أن تؤثر مقاييس الألوان المختلفة أو مصادر الضوء أو فتحات القياس أو حتى الضغط الذي يطبقه المشغل على القراءات. يجب أن يتفق العملاء والموردين على معيار قياس موحد (على سبيل المثال، إضاءة D65، زاوية مراقبة 10 درجات).
V. الخلاصة: يمكن إدارة اللون
في هندسة البلاستيك، لم يعد اللون لغزا. الأرقام الثلاثة L وa وb تحول الشعور الشخصي "أعتقد أن اللون خاطئ" إلى حقيقة موضوعية "قيمة L تتجاوز التسامح بمقدار 0.6، وقيمة b بمقدار 0.8". إن فهم المصادر الأربعة لاختلاف الألوان يساعدنا على منع المشاكل قبل حدوثها.